Laser Cleaning and Surface Preparation for Composite Material
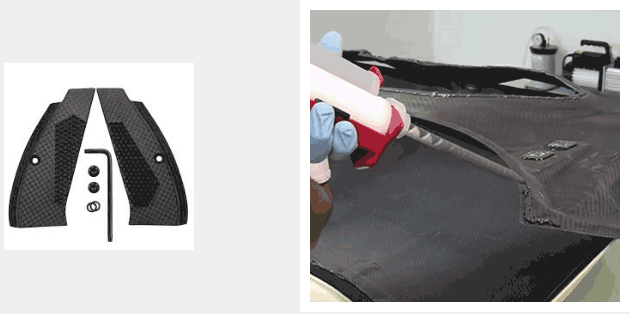
Figure 1: The left picture shows composite material joined together with screws and the right picture shows the composite material joined together using epoxy adhesive
ite material parts using epoxy has three main advantages. Firstly, there is no need to drill holes in the composite material since drilled holes may damage fibers. Secondly there is additional need for reinforcement around the joints and that may require additional fasteners which increases the assembly weight. Thirdly, the mechanical fastening parts add to the weight of the material which is undesirable particularly in the aerospace industry. As for epoxy adhesive bonding, although it is advantageous to mechanical fastening, a strong bond can be formed between different parts only when the surfaces are clean and are free of contaminants1,2. The same is true for painting applications since the paint does not stick to the composite part properly if the surface is not clean enough and does not have a certain degree of roughness. FAA has its own standard which is described in chapter 8 (aircraft painting and finishing) of their document3. During the manufacturing process contaminants form a layer on the surface and need to be removed. Several mechanical methods such as grit blasting and abrasive methods can be used for cleaning and surface preparation before adhesive bonding. It is also possible to remove this contaminated layer and introduce roughness using texturing methods. The mechanical methods have several disadvantages which includes the possibility of damage to the carbon fibers in the composite material, necessity to clean the surface from sand and dust after cleaning and since they mostly use water as a coolant during the operation, the polluted water has to be disposed of and could create environmental pollution. In general mechanical methods create pollution in the form of dust, particles, polluted water, etc. On the other hand the laser cleaning method is free of all contaminations, keeps the surface integrity, does not require cleaning and does not damage the reinforcing fibers if appropriate laser parameters such as wavelength, fluence and repetition rate are used. Laser cleaning can also introduce an appropriate roughness on the surface so that paints and adhesives could form a stronger bond to the surface.
When it comes to the choice of laser for cleaning to achieve better bonding strength or introducing roughness for better paint adhesion, pulsed lasers are preferred over CW lasers since the pulse energy and fluence can be better controlled. Pulse duration does play a very important role as well because for femtosecond and picosecond near IR lasers, not much heat is produced and the ablation depth is basically the same as the optical penetration depth. For nanosecond lasers in the mid-IR (CO2 laser) and NIR regime (Nd:YAG laser and fiber laser) the Heat Affected Zone (HAZ) is much larger than the volume defined by the optical penetration depth. These thermal effects cause damage to the fibers in the composite material and are undesirable. Figure 2 compared the effect produced by a nanosecond laser with a femtosecond laser4.
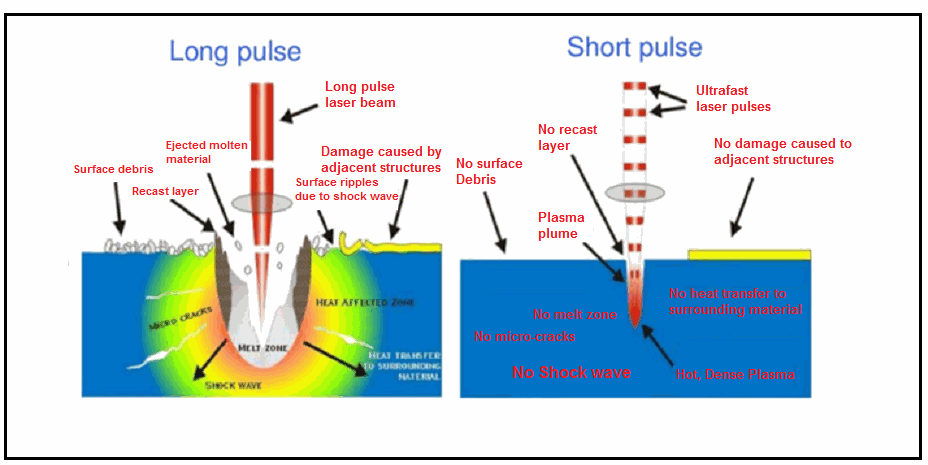
Figure 2: Comparing the effects of short pulses (femtosecond) with long pulses (nanosecond)
A good choice for laser cleaning of composite material are high repetition rate, short pulse width fiber lasers which are very flexible and can twist and bend to reach hard to reach places5. These fiber lasers which have femtosecond pulses, high rep rates of 2 MHz and pulse energy of up to 50 μj are a suitable choice for cleaning the contaminant layer in a composite material but their efficiency is not very high.
Another option is to use pulsed excimer lasers which have UV pulses instead of NIR or mid-IR pulses. The UV laser dissociates the molecular bonds using photoablation effects whereas the IR lasers remove material by heating and evaporation instead. Therefore it is possible a nanosecond UV laser to remove the contaminant layer without inflicting damage to carbon fibers in the composite material. Figure 3 compares the mechanisms of ablation between UV and mid-IR/NIR lasers on a composite surface6
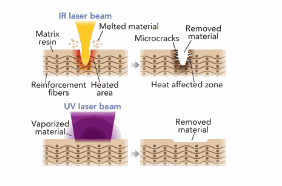
Figure 3: Comparing the effects of UV pulsed laser and IR laser on composite materials
UV lasers are preferred for CFRP surface cleaning since most polymers adsorb UV radiation (The UV photons only interact with the surface) and hence do not damage the fibers in the bulk. The texturing to increase roughness can also be done by the use of short pulses or by a mask with a desired pattern. The important laser parameters that needs to be taken into account are laser intensity, pulse width, scanning speed, beam shape and superposition of laser pulses. Excimer lasers, for example, ArF (193 nm), KrF (248 nm) and XeCl (308 nm) and Nd:YAG 266 nm and 355 nm have been used for cleaning of CFRP1,5.
Material properties such as bond strength and surface fatigue need to be examined before and after laser treatment and also compared with mechanical methods. When bond strength was compared between the surfaces which were treated with grit blasting or mechanical abrasion with laser cleaned surfaces, the latter had produced a much higher bonding strength as compared to the former1. Surface fatigue which is failure on the surface due to cyclic loading due to repeated impact was also tested after laser treatment of the surface and compared with chemical methods of contaminant removal. It was found that fatigue behaviour is comparable for surfaces treated with either laser ablation or chemical surface treatment7.
Allied Scientific Pro offers a number of laser cleaning systems which can be used for different applications such as metal cleaning, historical monument cleaning and paint removal. Figure 4 shows one of these systems which are fiber based and work in the NIR wavelength regime
Figure 4:
Laser cleaning system offered by Allied Scientific Pro
In summary, laser cleaning of composite surfaces would get rid of the contamination layer, and would increase the adhesive bond strength without inflicting damage to the carbon fibers in composite material.
Visit our dedicated Laser Cleaning Website to learn more
References:
Short review on laser texturing and cleaning carbon fiber composites for aerospace applications. Husain Kursad Sezer. Journal of polytechnic, 2016, 19(4).
Laser surface preparation of epoxy composites for secondary bonding: optimization of ablation depth. F.L. Palmieri et.al. Online article. https://ntrs.nasa.gov/ archive / nasa / casi.ntrs.nasa.gov / 20160005971.pdf
Aircraft painting and finishing, Chapter 8, FAA document.
https://www.faa.gov/ regulations_policies / handbooks_manuals /aircraft / amt_airframe_handbook /media/ama_ch08.pdfMicrostructural Characterization and Mechanical Reliability of Laser-Machined Structures. Advances in laser materials processing. 2nd edition. Chapter 25.M.Mehrpouya et.al.
Laser cleaning optimize adhesive bonding, Industrial laser solutions for manufacturing, Jan 2014 issue (online article).
Laser cleaning optimize adhesive bonding, Industrial laser solutions for manufacturing, Jan 2014 issue (online article).
Further investigating into the use of laser surface preparation of Ti-6Al-4V alloy for adhesive bonding. F.L. Palmieri et.al. SAMPE Spring conference proceeding, 2014.