Laser cleaning has obviously been discussed in many articles and tech-notes as a clean, safe, environmentally friendly and cost effective method removing of paint and rust as compared to conventional techniques such as sand blasting and water jetting. Surface preparation prior to application of new paint is very important to guarantee that the paint job will have a high quality. In certain industries such as shipping industry, removal of the old paint from the steel substrate and replacing it with a fresh new paint is vital to battle the corrosive effects of salted sea water that the naval vessels are exposed to.
The choice of the laser for this operation is a source of concern because the main candidates for this kind of cleaning are either Mid-IR lasers such as CO2 laser or near IR lasers such as fiber or Nd:YAG lasers. The main issue of concern is that the steel substrate should not be damaged during this operation and there should not be any compromise in its hardness and fatigue avoidance.
The question arises as to which laser is more suitable for this type of cleaning and the answer contains pros and cons for each type of laser. Figure 1 shows the absorption of steel in several different wavelength regions from UV to mid-IR.
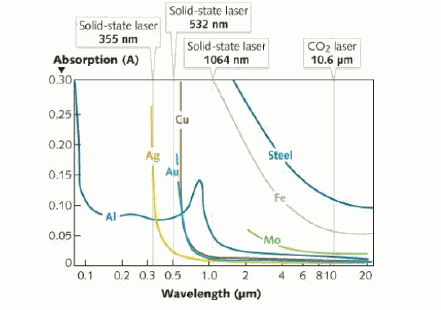
Figure 1: Absorption coefficient of metals (including Steel) from UV to mid-IR
For Steel, it is apparent that the absorption coefficient is higher in the 1 nm region as compared to 10 nm region. Therefore for uncontrolled scanning for a near infrared beam, the possibility of substrate damage is higher for the near IR laser cleaning of coatings as compared to mid-IR laser cleaning. The CO2 laser beam is absorbed by the coating and removes it whereas the steel substrate mostly reflects it. This can be considered as an advantage for the CO2 laser cleaning as compared to near IR laser cleaning. However, there are several disadvantages for this type of cleaning for the mid-IR laser. These disadvantages are listed below:
Beam delivery is not as easy for mid-IR region as compared to near IR. Fiber optic communications has mastered the technology of fiber optic beam delivery for the near IR region and fiber laser cleaners use this technology for beam delivery. This gives flexibility to clean hard to reach places. CO2 lasers will require steering mirrors or robots for beam delivery which are more expensive, more difficult and operationally costly. Use of fiber optics in mid-IR is not as common and a cost effective technology does not exist.
CO2 lasers are more costly to maintain and operate as compared to fiber lasers [Reference 1]
The focused beam of a mid-IR laser is wider as compared to the near IR beam due to diffraction limit. This has an impact on the maximum energy density that can be achieve.
Several researchers have been doing work on the impact of scanning parameters of laser cleaning on steel substrate damage, hardness, fatigue, efficiency and surface roughness [References 2-4]. It turns out that two parameters for laser scanners are of utmost importance. one is the sweep and is number of scans. Figure 2 shows the laser in action and sweep scan is defined as the horizontal velocity of the beam.
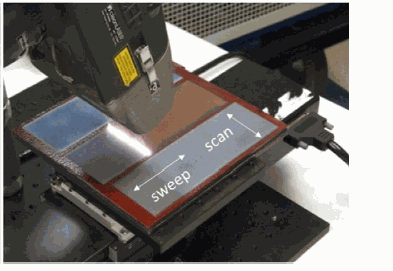
Figure 2: Sweep is defined as the horizontal movement of the beam across the piece [Reference 3]
There has been a study on the effect of the sweep speed on the ablation depth. It turns out that the ablation depth in fact decreases with increasing sweep speed. The shorter is the dwell time of the beam on the surface, the less material it removes. Figure 3 shows this experimental result.
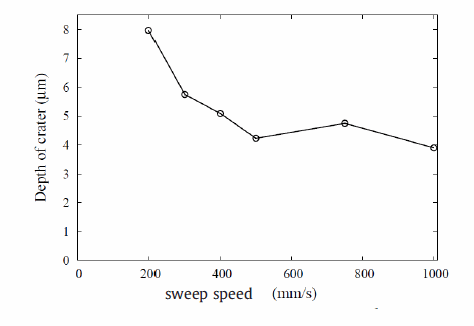
Figure 3: Increasing sweep speed will reduce the ablation depth [Reference 3]
Therefore thinner coating layers are removed as the scan speed increases and hence it is possible to use a near IR laser such as a fiber laser at 1030 nm with increasing speed to make sure the beam does not reach the steel substrate. Aside form that there are spectroscopic techniques such as emission spectroscopy or Raman spectroscopy which could look out for the signature of the metal or the paint in the plasma produced by the beam. When the signature of it appears in case of substrate metal, the operator can move the beam or stop the beam. The spectroscopic technique could also look or the presence of the peaks for the paint and when they disappear the operator knows to stop the procedure to not further damage the substrate. Figure 4 shows one of these spectroscopic techniques
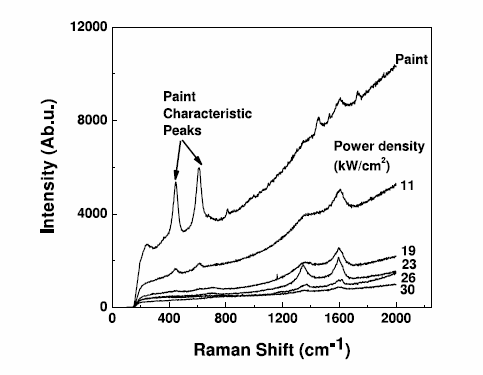
Figure 4: Spectroscopic techniques to monitor laser cleaning [Reference 4]
Melting of steel substrate is of concern for users of near IR lasers and some researchers have done some work in this regard [References 2 and 4]. There is a threshold fluence below which there will be no melting [Reference 2]. Figure 5 shows the effect of the varying levels of fluence on the melting of steel substrate.
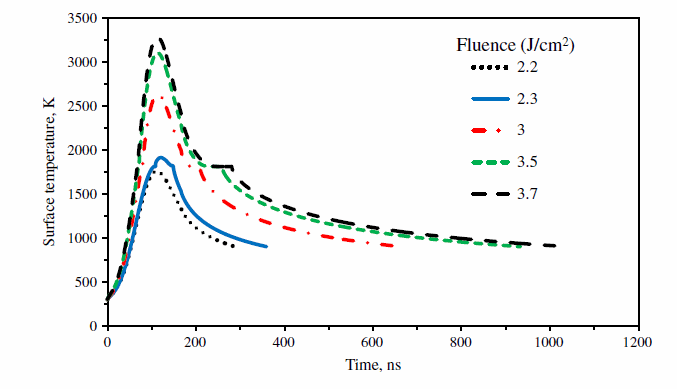
Figure 5: Effect of fluence on melting of Steel substrate [Reference 2]
Below 2.3 J/cm2 there is no melting and temperatures will return to normal room temperatures in a reasonable amount of time [Reference 2]
Beyond this fluence, melting occurs, the temperatures rise to nearly 3000 K and it takes much longer for the steel substrate to return to room temperature. Therefore control of sweep speed and fluence will allow the operator to avoid damaging the steel substrate while using a near IR laser. At the same time this will allow the other advantages of near IR laser to be used.
Mill scale must be removed before a work piece can be given a protective coating [Reference 5]. Mill scale is defined as the flaky texture that is formed on the outside surface of hot-rolled oxides and metals. If one applies a coating to mill scale, the work is wasteful because it will break and chip and the metal substrate gets exposed to moisture. Figure 6 shows the appearance of Mill Scale.

Figure 6: Appearance of Mill scale
Mill scale can be removed using laser cleaning technology prior to application of a fresh coating of paint. Allied Scientific Pro offers laser cleaning solutions based on near IR fiber lasers. These systems could be used to remove paint from Steel substrate without damage. There are many degrees of control in ASP’s laser cleaning systems which would allow protection of the steel substrates. They can also be used to remove Mill Scale from steel substrates such as ship bodies and railway tracks. Figure 7 shows one of these systems and the link below it direct you to its specification.
Figure 7: ASP’s laser cleaning system
https://aspadmin-asensetek .odoo.com/shop/ product/laserblast-100-watts-cleaning-system-build-5895#attr=
Online blog: https://www. bystronicusa.com/ en/news/technical- articles/130204_CO2-vs-Fiber-Laser.php
Effects of laser ablation coating removal (LACR) on a steel substrate, Md. Shamsujjoha, et.al, Surface and coating technology, 281, 2015.
Laser cleaning for rust removal on mild steel: An experimental study on surface characteristics, V. Narayanan et.al, MATEC web of conferences, 221, 2018.
Laser cleaning of steel for paint removal, G.X. Chen et.al, Applied Physics A, 101, 20
- Online Blog: https://latem .com/blog/ Removing-Mill-Scale-from-Steel-Surfaces.htm.