Laser cutting has been a widely accepted fabricating method soon after the invention of lasers in the 1960s. It is now a popular manufacturing technique which has been employed for cutting a great number of different materials, especially difficult to cut materials. Laser cutting is currently holding the largest market share in laser material processing.
Laser cutting can occur in several forms including fusion cutting, sublimation cutting, thermal stress cracking, scribing and photochemical ablation or cold cutting. It can be accomplished through different techniques which involve different laser type (pulsed or CW at different wavelengths), energy level and the utilization or not of an assist gas. The advantage of laser cutting over the classical mechanical and thermal methods comes from the strong spatial and temporal localization of laser-matter interaction which confines the energy deposition into a very small volume and thus provides very large heating and cooling rates, which offers the best possible of resolution and accuracy as shown in Fig. 1 [1] and Fig. 2 [2]. A number of the advantages are listed below:
-
Non-contact process and requires no clamping for workpiece, thus avoid material contamination and mechanical damage from the clamping and avoid tool wear and associated costs.
-
Ease of automation with computer numerical control (CNC) and robotic processing, capable of cutting complex shapes.
-
Small spot size (narrow kerf) and minimum heat affected zone that offer high geometry accuracy.
-
High cutting speed offers high production yield.
-
Capable of cutting almost all kinds of materials.
-
A quiet and clean process compared to the traditional methods. In some cases, no post-processing procedures are required.
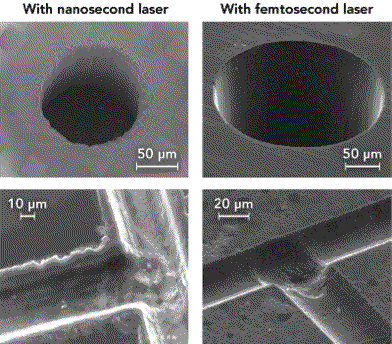
Fig. 1. Laser processing examples on glass with a 266 nm (UV) ns-laser (left-side) and with a 780 nm 100-fs laser (right-side).
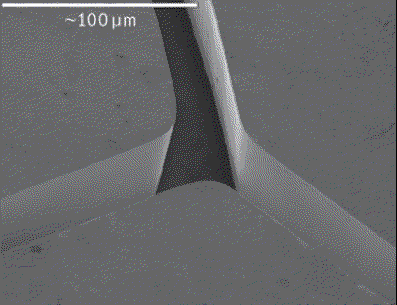
Fig. 2. Metal sheet cut with picoseconds laser.
Many of these advantages are particularly useful for the manufacture of medical materials such as coronary stents (see Fig. 3 [3]). Laser cutting system is now one of the key fabrication technologies used for coronary stent manufacture. Actually, it is the most effective method in processing stents as compared to other traditional methods. Stents are the devices that are introduced in clinical uses to create a larger lumen within the lesion to provide smooth blood circulation instead of removing the muscle cells that build up in the blood vessel. The typical sizes of stent used in clinical practice are 2.5 to 4.0 mm in diameter and 8 to 38 mm in length. The wall thickness is 80-100 µm and the strut width is 80 µm as shown in Fig. 4 [4]. Therefore, high accuracy is of essential importance for stent manufacture and the dimensional accuracy is a very critical factor for integration of a stent cutting platform.
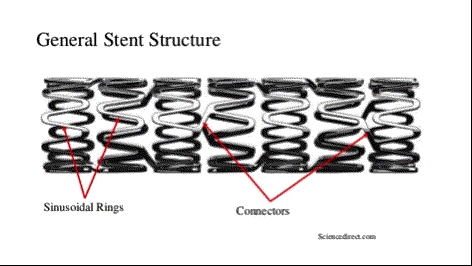
Fig. 3. Coronary stent.
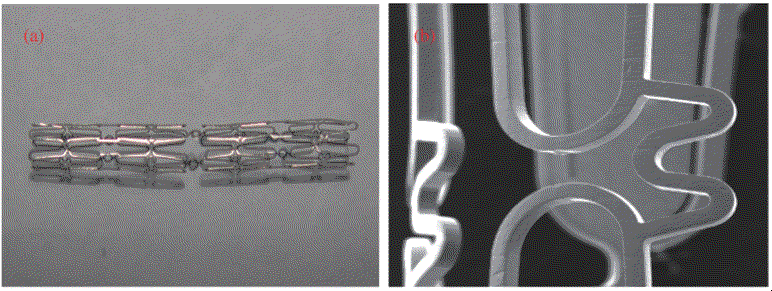
Fig. 4. SEM images of fi ber laser cutting after (a) prototype sample and (b) side surface.
Many different types of laser such as Nd:YAG laser, fiber laser and disk laser can be applied to stent manufacture. The lasers with long pulse duration have long laser-matter interaction time which results in large heat-affected zone. While the lasers with short pulse duration such as picosecond and femtosecond lasers result in no or minimum heat-affected zone, offering the best quality in stent manufacture. Stent cutting is a very delicate process due to its intricate design in the miniature form. Lasers with shorter pulse duration and high beam quality and stages with high resolution and accuracy are the best of options. High quality stent products should comprise of the following features:
-
Narrow and consistent kerf width
-
Absence of heat affected zone and back-wall damage
-
Smooth and clean cut edges with no dross and recast layers
-
High geometry accuracy
Production of human coronary artery stents demands not only high geometry precision but also high quality surface finishes. Therefore, post-processing procedures such as electropolishing, acid pickling, and soft etching are required.
Current generation laser cutting machines have a high level of versatility. These types of integrated systems are capable of using multiple laser sources, such as high-performance fiber lasers, picosecond lasers, and femtosecond lasers. They also have the ability use multiple types of laser cutting heads and widths and are capable of dry cutting and wet cutting. These machines can be used to cut metals, semiconductors and dielectrics. The versatility of these machines makes them very cost effective options. They also come with a variety of safety mechanisms including safety interlock doors and emergency stops.
The machines are user friendly and are easy to set up. Many include touch screens and joysticks for manual control. They are designed with intuitive interfaces and can be customized to the specifications of the user. Most systems are equipped with user-friendly software that can support most types of industrial data formats. Some are even equipped with an autofocus function.
To summarize, laser cutting technology is a cutting edge, highly versatile and cost effective method of material processing. Laser cutting machines can achieve a greater level of precision than traditional, mechanical cutting machines and reduce the risk of contamination. Laser cutting system has been widely used for decades, and advances in the technology have increased the effectiveness and precision of the technology in recent years, making it a top of the line manufacturing production tool.
Reference:
[2]. http://optics.org/article/39899
[3]. http://www.sciencedirect.com
[4]. Chen et. al., Material Transactions 53, 2023 (2012).